Over the past few months I've been working with John
Gaertner of
Blue Swallow Aircraftto develop a tool for making the False Nose Ribs for the wings on the NINE. John had a job to make a tool and I needed a tool to make my ribs. John's shop is down the road from me, closer to
Charlottesville. After we got the tool working for John I wanted to experiment some more with the process for making parts. These 2 videos show the result of that effort. The next Blogs after this will explain how we got to this point.
.
The ribs are an aluminum channel bent to the shape of the airfoil from the leading edge to the front wing spar. The rib continues a few inches past the spar as it bends down from the fabric so there isn't an abrupt end.
.
This should have been easy. We had the factory drawing. I had photos and measurements of the tool like this which was believed to be the factory tool. The problem was the original parts were made with 0.025" thick 17ST (2017) aluminum. They don't make 2017 as sheet stock anymore. The closest aluminum in terms of chemistry and physical properties is 5052-H32.
.
The result shown here is simple, shear strips 7/8" wide, notch one end of the strip, and roll form the rib over a block shaped so that when the part springs back after forming it has exactly the curve of the airfoil. Getting here was a cool adventure. The tools you'll see here were made with a band saw, belt sander, and a drill press to drill some holes.
.
Enjoy
.
Cutting the notches in end of the Blank:
Forming the finished Rib (Updated Video):
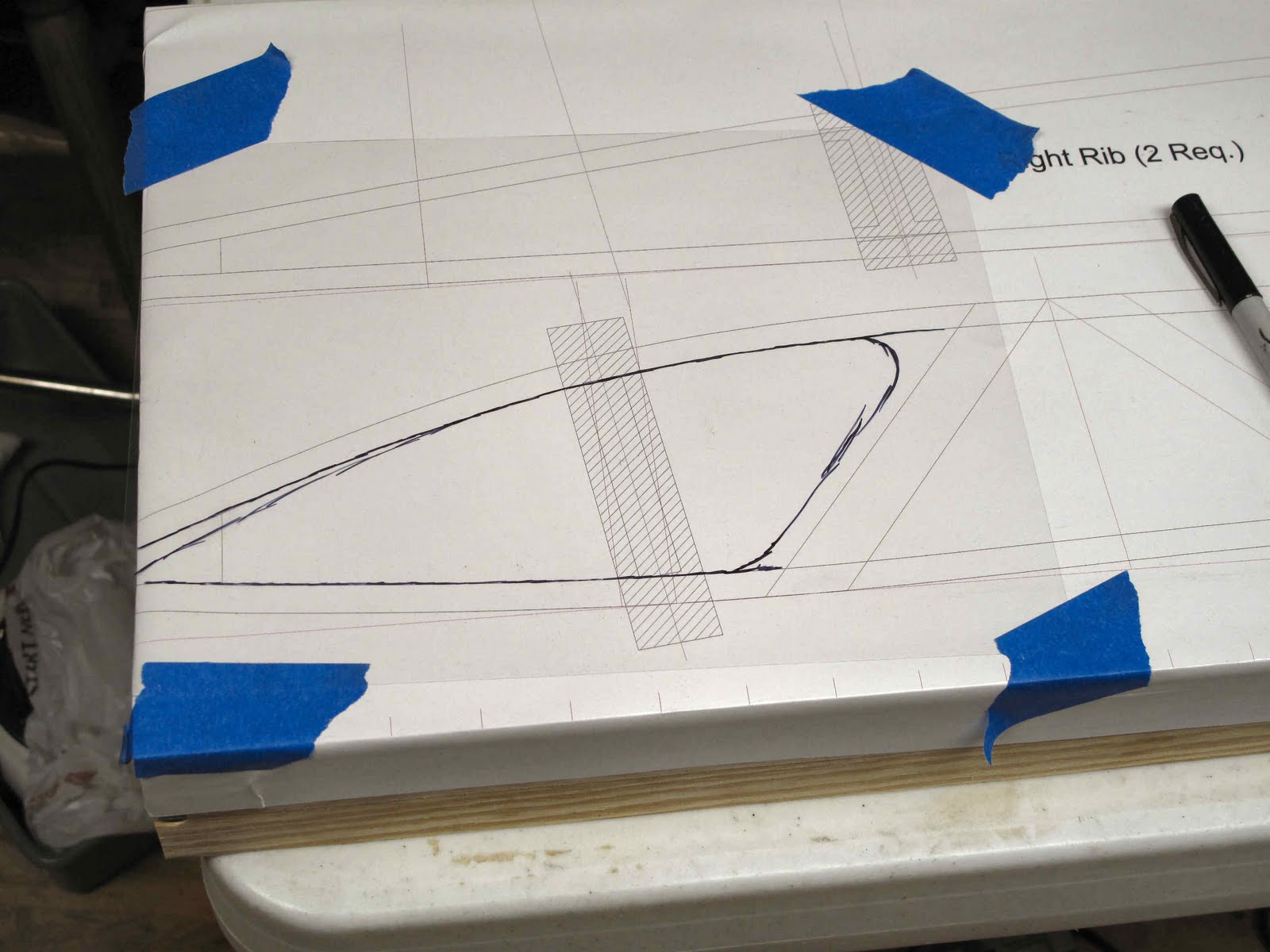
 We'll start with the factory drawing. This is the drawing made for the model TEN series of planes. Fortunately it is the same part used on the NINE. The only problem with it is 17ST aluminum sheet is no longer made. We've used 5052-H32 which is then additionally work hardened during forming .
We'll start with the factory drawing. This is the drawing made for the model TEN series of planes. Fortunately it is the same part used on the NINE. The only problem with it is 17ST aluminum sheet is no longer made. We've used 5052-H32 which is then additionally work hardened during forming . At the 2007 WACO Fly-in at Mt. Vernon, Ohio Cliff Hogan flew home and brought back this forming tool which he believed was used at the factory to make parts. It appears to have a lot of use on it so it might be the tool. He also brought an original rib, very cool. Our effort was to make a tool based on the ideas in this one. We used these photos and a few others I took to figure this out.
At the 2007 WACO Fly-in at Mt. Vernon, Ohio Cliff Hogan flew home and brought back this forming tool which he believed was used at the factory to make parts. It appears to have a lot of use on it so it might be the tool. He also brought an original rib, very cool. Our effort was to make a tool based on the ideas in this one. We used these photos and a few others I took to figure this out.