While writing the last post on wing fittings I tried linking it to an older post on making the fitting blanks. I discovered I never wrote it so this posting is intended to explain the process I use to make accurate blanks. The older posts on the wing fittings start with the process of
bending tabs on the fittings and go on to welding and painting.
This post is focused on making the unbent blanks with holes accurately located so parts are interchangeable in the various locations where they get installed. On our Fly Baby we drew each fitting on the steel sheets, center punched the holes and drilled them. The hole locations vary enough that each part only fits one location on the plane. If you take them off and don't get them back in the correct location things don't fit together.
In 1970 I learned Matched Hole construction while stationed in Japan. Two guys in our EAA chapter at Tachikawa Air Base, Al and John, were building Thorp T-18s. The planes were made of riveted aluminum and all the rivet holes were pre-punched, by them, and when they had made all the parts they assembled them and riveted the planes together in 2 weeks. All ribs, skins, etc. had the holes pre-punched, by hand, and were completely interchangeable. Since then I use matched hole techniques for everything I make. It turns out it's easier and faster than laying out and drilling parts by hand.
I make templates for each part from galvanized steel. The steel holds up well, it's cheap, and is dimensionally stable. Most hardware stores, etc. have 24 gauge (.028") galvanized steel sheet. One of the nice things with making a template is that you can make mistakes and remake the template very cheaply until you are happy with it. Much better than wasting expensive 4130 steel.
The templates are first used to lay out the needed parts on the steel, or aluminum, that the parts will be made from. On steel you can use pencil, but it corrodes aluminum. Don't scribe the edge at this point. I find Ultra Fine Point permanent markers work great. If you don't like what you did just wipe it off with MEK, etc. You need to leave 1/16" between parts on straight runs and more at inside corners so the saw blade can make the turn. A 1/4" band saw blade needs at least 1/2" to 3/4" radius to cut a corner.
Once the parts are drawn on the sheet of steel, center punch one hole at one end or corner of the part. You want this punch mark as close to the center of the hole as you can so the finished part will be located where you drew it on the steel. If you mark it too far off center you may not be able to saw out the part after all the holes are drilled.
I use an automatic prick punch (on right) to mark the center and then use a center punch (on left) to give the mark a shape which the drill will center on better. The point on the automatic punch is more pointed, so it makes a deep mark, and is easy to locate because you can see where you are placing the point better than a center punch.
The angle on the tip of the center punch matches the angle on the drill bit so the drill will center on the mark better. I know it's an extra step but it's worth it to get more accurate holes. If you're using a Whitney punch in thin steel or in aluminum the prick punch is all you need, not so for drilling.
Drilling holes in fittings I normally use center drills. They are short so they flex less than standard twist drills. They also have a pilot to help keep the hole from wandering. Cutting oil is always a good idea to make your drills last longer, but it is messy.
After drilling each hole I deburr the hole. If the burr is large I file it with a mill file then use the deburring tool. Getting rid of the burr after each hole helps the metal set flat while drilling, and it has to be done at some point before painting. I like my
Vargus Shaviv tool. They have a variety of tips for it and they sell parts. If you use it enough it will eventually wear out.
Once the first hole is drilled the second hole needs to be center punched and drill. I like my first 2 holes to be as far apart as possible to help give better accuracy to the remaining holes. I have duplicating punches for center punching holes but for thin templates and such I prefer to just use the punches for my Whitney punch. The Whitney punches have a shorter centering nib than the duplicating punches. Since the holes in the templates were made with the Whitney punch, their punches fit more snugly in the holes. Because the template is so thin, you need some spacers to hold it up from the part while punching to keep the punch in the template. I normally just use washers a spacers which is why I like the shorter nib.
Put a bolt in the first hole to locate the template. Then line up the template with the lines on the metal, with the punch in the second hole. A quick rap with the hammer and you have a nice mark ready for the center punch to finish it.
With the second hole marked for all the parts it's back to the drillpress and then deburr the holes.
With 2 holes drilled, bolts go in both holes and the rest of the holes can be center punched, drilled and deburred by the same process.
After all the holes are drilled, check to make sure bolts go in all the holes of the template and the part. If the holes are drilled correctly, draw a wide line, with a felt marker, covering the edge of the cut line. Carefully scribe, through this wide line, around the edge of the template. You don't want to ruin an adjoining part with a slip of the scribe.
Drilling the holes in this way gets the holes located within a couple thousandths of an inch. WACO generally reamed holes 1/64" oversize, which gives very interchangeable parts. I ream hole oversize after bending and welding so the holes are still a snug fit for locating in the forming and welding operations.
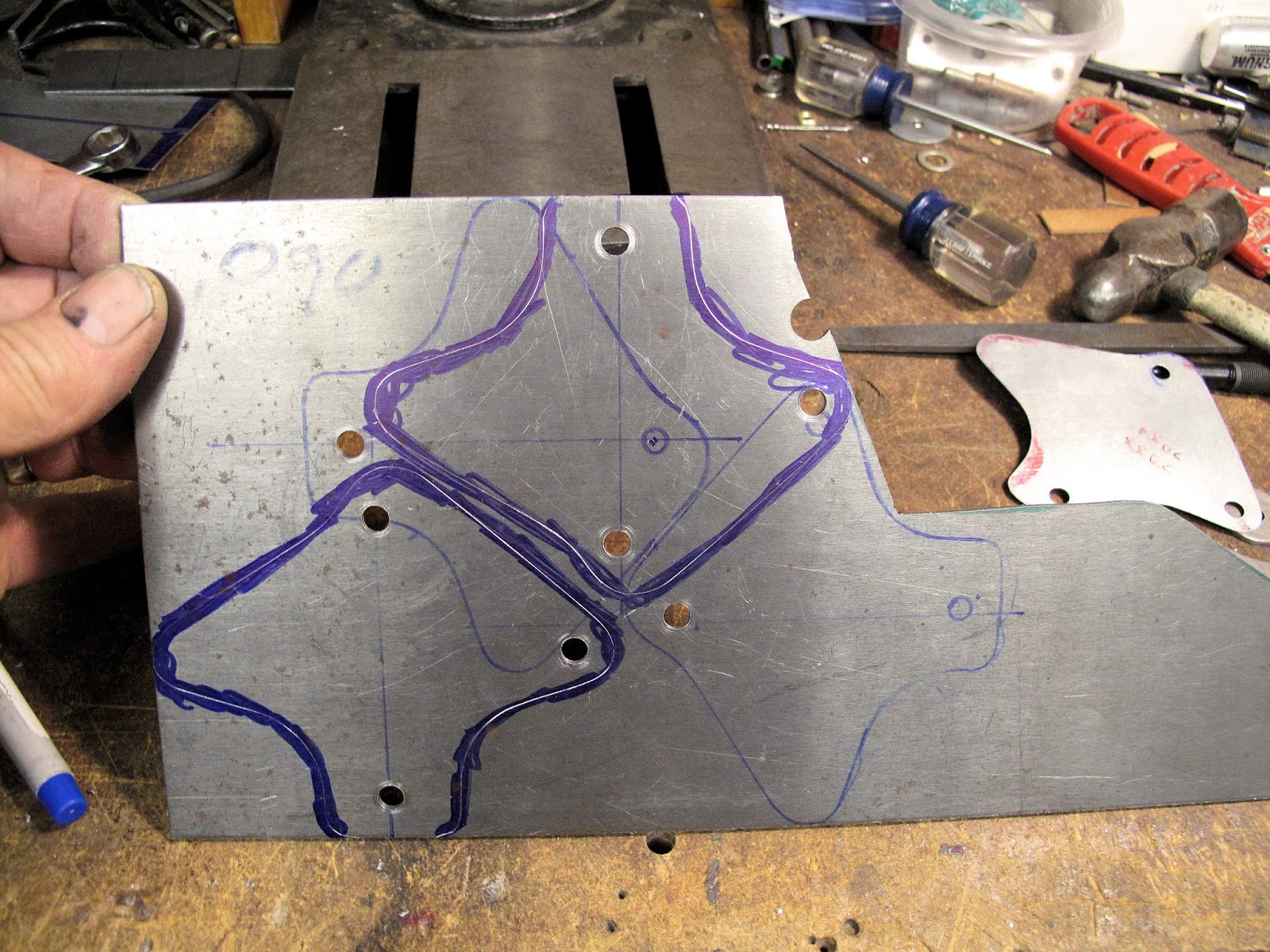
Some times even with the best efforts the holes don't line up with the template, "X"ed out below, or like the parts at the right which I drew with the bends parallel to the grain of the steel. Bends should be made perpendicular to the grain for best results. Because I hadn't scribed the parts until after drilling the holes I was able to use the steel. If it were scribed first it would have gone in the recycle bin. I also don't waste time cutting parts with poorly located holes.
Grind edges smooth and straight on the belt sander (60 or 80 grit belts), much easier than filing. Some areas may still have to be filed but I use the sander whenever possible.
Also a bolt sticking through a block of wood makes a nice pivot for grinding very smooth even radii on parts
I found the disc sander works well to get at some inside edges. Also a 1/2" bandfile belt sander works well in some areas.
I lightly grind the edges, perpendicular to the shaping grind, to smooth off any grind marks. It also helps you see if there are saw cut marks which need to be cleaned up. The little bandfile held in a vise works well for this also. The last thing is to file off the remaining fine burr along the ground edges.
Lots of parts ready for bending and welding. Making stuff is so cool. It's even more fun when parts are well made and completely interchangeable.