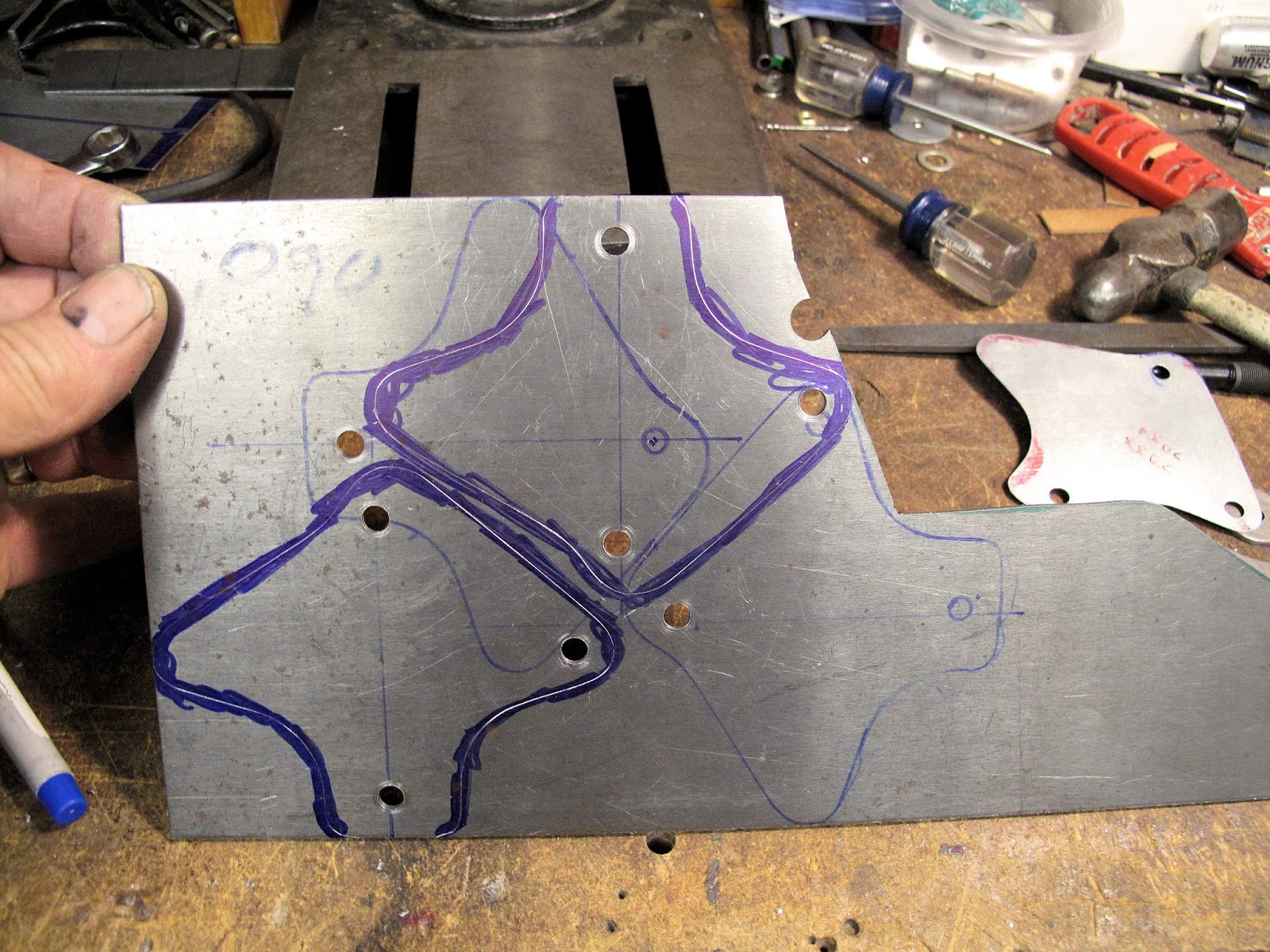
I gave a presentation on making fittings at our last EAA Chapter meeting. One question asked was how long the braze joint on the blades lasts, and how much extra length I leave in the blade for re-brazing when the joint breaks. I was speechless. I've never had one break to even think about it in years. I braze them, cut metal until the blade is dull, and put on a new blade. All the fittings I just made for the wings were cut with one blade. All those pieces were 0.090" or 0.187" thick normalized 4130.
I made my own fixtures for forming and brazing the joint with blade stock I buy from McMaster-Carr. I've gone through a few coils of blade stock over the years. I'm not always careful with what I try to cut so I've ruined a few blades.
The metal cutting blade stock I buy is 1/4" wide by 0.025" thick with 18 teeth per inch. It comes in coils 100 feet long.
For the Sears band saw the blades are 80" long. While putting this together I messes up a joint trying to build up too much braze material to show grinding it off. I ground too far and weekend the blade. When I cut out the joint and re-brazed it I discovered it was too short to fit on the saw wheels. There seems to be enough adjustment for 1-2" longer blades. In the future I'll make my blades at least an inch longer. You don't want it so long you can't get it tight.
All of this involves operations which are why I wear safety glasses 24-7, protect your eyes.
I have marks on my shop floor and just cut them to length with snips. If I don't cut it square I lightly square up the end on the belt sander.
The first step is to grind a bevel on the ends of the blade. I made this fixture from a scrap piece of plywood. The angle recommended gives a 3/32" wide ground flat on a 1/32" thick blade, which from the arc sine is about 19.5 degrees, 3/32" hypotenuse and 1/32" opposite side. Math is so much fun!
The slot for the saw blade keeps the teeth off the wood so the blade sets flat in the groove and square to the side.
The screw studs have a wood screw end with a 10-24 thread on the exposed end. You need the lower screw as close as possible to the blade end, but far enough back so it doesn't touch the belt on the sander.
You grind one end of the blade at a time using the same groove and they fit together perfectly.
I use the belt sander on the Shop Smith. Set the table and the miter square to the belt.
Hold the fixture against the miter and gently grind the end.
After grinding each end should come to a point and the ground end should be square and even, so the ends fit together well.
The original little brazing fixture I bought didn't hold the 2 ends aligned well. I made a fixture from a 24" piece of 1" x 1/8" angle and a 2" wide strip of galvanized steel. The angle gives it some structure and the galvanized piece is the straight edge to assure the joint keeps the blade straight. If you cut this piece with snips use the factory edge for your straight edge. I believe this could all be as short as 12" and still work very well.
The overhanging edge of the galvanized steel gives me something to clamp on the edge of the bandsaw table while brazing, so I would make the length to easily clamp on the saw table.
To hold the blade down I used some aluminum sink clamps. The screws have a nut under the clamp to hold the galvanized on the angle. The wing nuts tighten the clamps on the blade. The galvanized is positioned so the teeth of the blade are off the edge of the angle, again so the blade lays flat.
The first end of the blade is clamped with the end in the center of the notch which gives clearance for brazing. Make sure the back edge is tight to the galvanized straight edge.
The second end is positioned so you can see a bit of lower bevel, and the back edges are in a line. You don't want them to overlap in a way that the joint is thicker than the blade. Some times the 2 bevels don't touch each other. Gently bend the first end up very slightly so the 2 bevels are just touching. If they aren't touching you can get a thick joint. A well made joint won't clunk going through the metal when sawing.
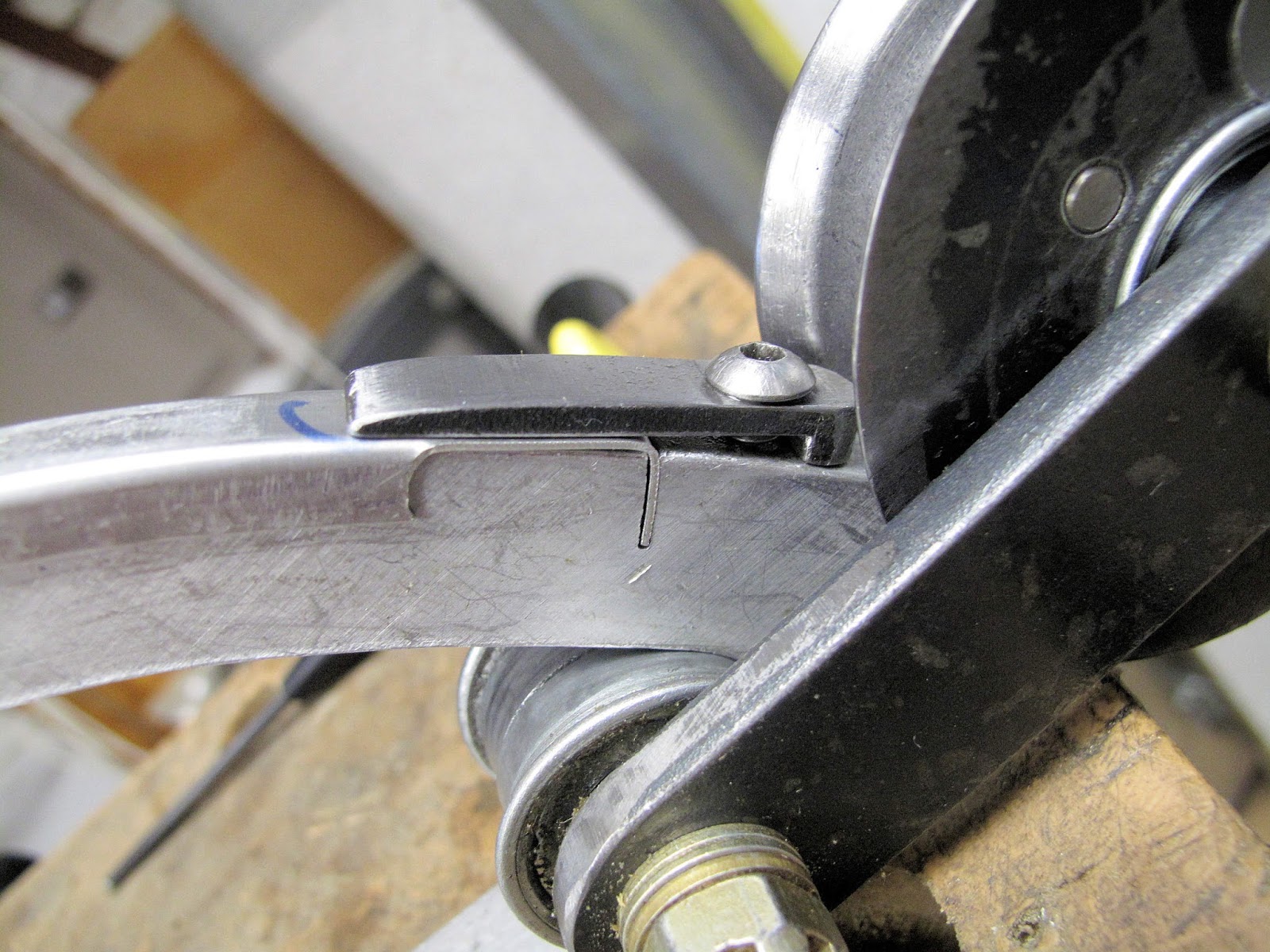
The blade is in the fixture which is clamped to the bandsaw table ready to braze the joint.
It's easy to overheat the blade when brazing. Use a tiny jewelers torch to prevent overheating. I found this cheap Butane torch for a couple dollars. I think it was at Tractor Supply. The problem I've had with them is they leak so they loose the charge quickly and they don't hold much. There are suggestions on-line for how to improve them.
Hold the filler end of the torch up and press the can of Butane down for 10-15 seconds to fill the torch. The instructions say to let the butane stabilize for 5 minutes before using. These cheapies leak so badly I don't wait. It's annoying to have the flame die just as you're about to add the brazing wire.
You need a brazing flux. It's mixed with very little water. It works best when it's a stiff paste. All you need is a dab bigger than the head of a pin and smaller than a BB. Force it in the joint and make sure it covers all the ground surfaces. Also make sure a thin layer is applied about 1/4" beyond the joint on all sides.
The silver brazing rod which works best is Cadmium free and made of Ag - 50%, Zn - 28%, Cu - 20%, Ni - 2%, which is the mix of this Harris wire. One troy ounce will probably last until I'm 300 years old so I shouldn't need to buy any more. I would have preferred a 1/32" wire or even finer so it melts easily. You need an amount about the size of the head of a pin to make the joint. It melts between 1220 and 1305 degrees F.
As you start brazing the water in the flux bubbles of at 212 degrees. At 600 degrees the flux becomes white and slightly puffy - like fried eggs. At 800 degrees the flux smooths out. At 1100 degrees it becomes clear.
Shortly after that the blade starts turning dull red. Part of why you need the blades touching is so you can get both ends hot enough to allow the brazing material to flow into the joint.
Just like soldering, you want the heat of the blade to melt the braze material,not the flame, so you don't get a cold joint. I found the wire worked better if I hammered it thin so it would melt and flow into the joint easier.
You should see a little on the back side of the blade where it flowed through the joint.
Everything needed to braze a blade.
If you get a little extra brazing material on the blade you can lightly grind it off. The Dremel tool works well. You can also bend the blade and touch the flat area, not the teeth, on a grinding wheel or the belt sander.
Time to get sawing. I usually make a few blades while I'm doing this so you need to learn to fold bandsaw blades, keep reading.
To fold the blade hold one side of the loop by you. Hold the other side of the loop with your finger tips and thumb. You're going to twist the bottom edge of the far side toward you. As you twist the ends will start to bend upwards.
Always have the joint in a blade on the side away from you just in case it fails. The ends will go out away from your face.
As the blade is twisted to 90 degrees the ends of the loop have folded down to about 90 degrees.
As you get to 180 degrees the 3 loops are formed which lay onto each other. I always put a small zip tie around one side of the folded loops to make sure they don't accidentally unfold. A sharp wood cutting blade can give you some nasty cuts if it accidentally unfolds.
A short video. This is so easy once you get it.