The wings are braced internally from forward and aft loads with wires called drag and anti-drag wires. These are attached to the spars at the compression ribs with fittings bolted to the spars. The compression ribs hold the spars apart. Where the wires attach to the fittings, the fitting is bent at an angle to point in the direction of the wire. This also provides clearance for the wire to be attached to the fitting. The fittings here are installed at the compression rib where the wing struts attach. There is a fitting on each side of the spar. The vertical fitting welded across them is for attaching the struts. The long diagonal part sticking up to the right is for the flying or landing wires between the wings. The tabs at the bottom, on the fitting which is on the inside of each spar, are for the drag and anti-drag wires. These are the tabs we need to bend to the correct angle and with a 1/4" bend radius so the tabs won't crack and break off. The fittings shown are original parts from Rich Wilbur's plane, NC1175. The bigger ones are for the front spar and the smaller for the rear spar. We need 4 of each. For one part I would clamp it in a vice and bend the tab around the shank of a 1/2"drill.

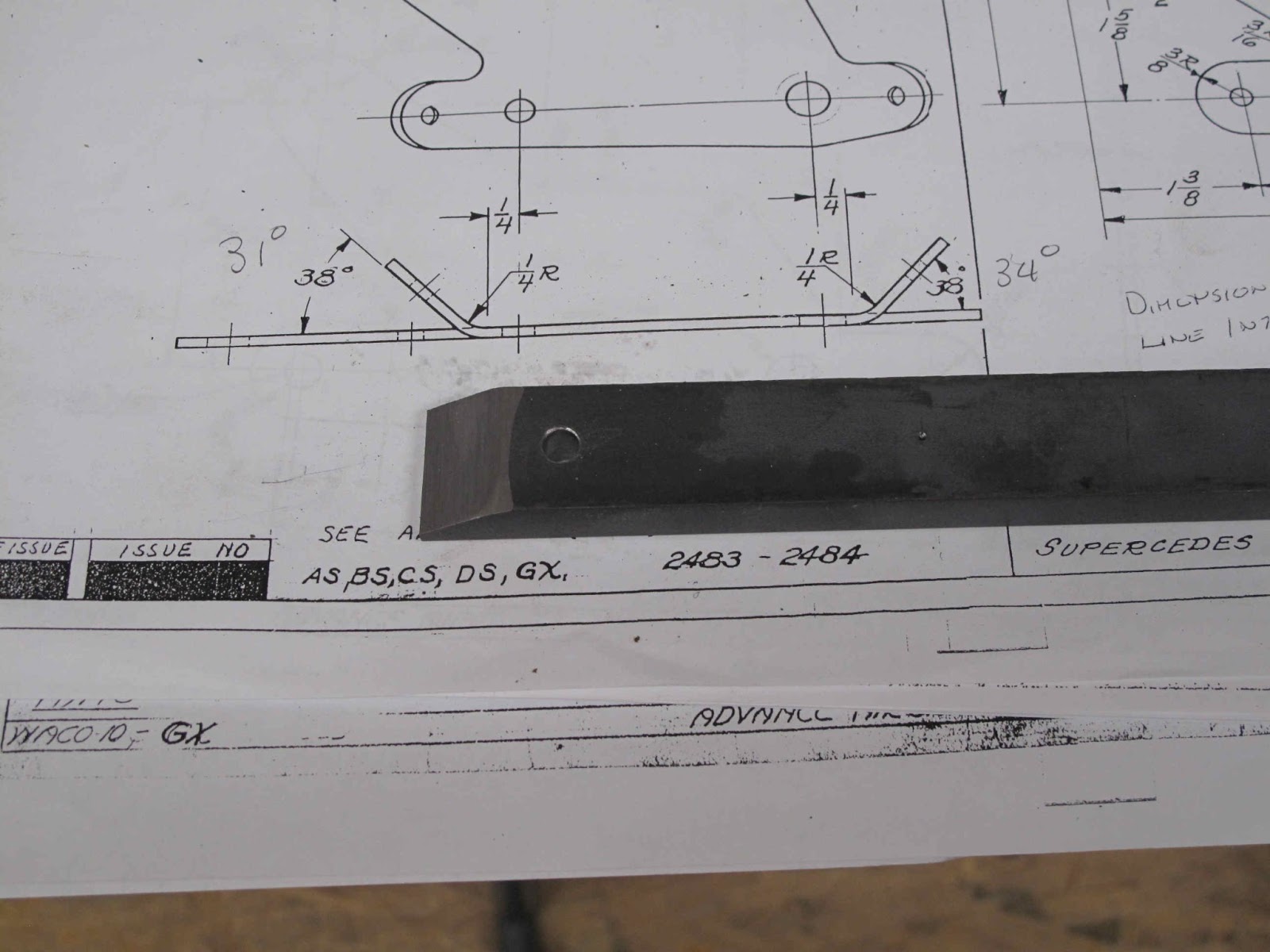
For 16 tabs which all need to be correct it's easier to make a simple form block and bend the tabs with it. I'm using a piece of steel bar stock 1" wide by 1/2" thick. I've cut the angle on the first end allowing an extra 3 degrees for spring back. The angle doesn't have to be perfect at this point it just can't be cut too close to the bolt hole so I drilled the hole after cutting the angle on the band saw. I've drilled some of the bolt holes in the fittings smaller than the actual bolt holes. I find it's easier to work with 3/16"and 1/4" bolts until the welding is done.
The second hole was located using the template for the fittings so the spacing would match the fittings. The second cut had to be made in the correct location or remake the block.
To grind the ends at the desired angles and keep the block square to the belt sander, I cut a block of wood with the angle so I could use the miter guide to move the block back and forth across the face of the belt. With a light touch grinding you can actually control the angle very precisely.
Once the angle is ground you use this same block of wood to rotate the part creating the desired radius at the corner. A light touch with the belt sander in the long direction of the part will lighten the grinding marks.
I made a back up block from the same bar stock to hold the fitting flat while bending the tabs.
Here the part is bolted tight ready to clamp in the vise to bend the tabs.
I clamped it all in the vise on the bolts, not the block, so I could pound on it without it sliding down in the vise. A block of hardwood is used to pound against so the hammer does not damage the part. The bend seems to actually form better than using the hammer directly. The force is spread more evenly across the tab being bent.
I should have clamped the block to the vice. Because I used 1/2"thick steel, Tractor supply doesn't carry anything thicker, the end of the tab sticks out past the end of the form block. The block slid along the vice and the end of the tab hit the corner of the vice and nicked it.
Into the recycle bin and make a new part.
This time I positioned the end of the block to clear the vice and clamped the block to stop it moving. This worked great for the rest of the parts. I'l right handed and find it easier to rotate the block in the vise so I'm bending each tab with right handed strokes.
Being a math genius, I miscalculated the angle for the bends and instead of over bending by 3 degrees to allow for spring back I under bent them by 3 degrees. It was easy enough to correct the angle on my wood block. I didn't want to make a new form block because the bolt holes fit perfectly so I just reground the angles. To keep the bend form moving too close to the bolt holes I blued the ground ends and the just slowly ground them until I was back to the radius. A light retouch on the radius a the rest of the parts came out great.
To check the angles I made a little gauge from card stock.
Left wing parts and right wing parts are just a matter of which way the parts are positioned on the form block.
These parts are done. There are some more smaller fittings to bend for the other compression ribs. I'll use the same process for them and the fittings for the tail brace wires.
When I got done I was looking at the parts to make up spacers for holding them while welding when I realized The original parts have more bolt holes than the drawings show. The smaller, rear spar, fitting has a 3/16" hole for a bolt next to the strut fitting. This bolt is clearly shown on the Air Corps drawings. It's hard to imagine it added any strength with it's location at the top of the spar compared to the 3/8" bolt below it.
The extra hole in the middle of both fittings is only on the inboard fittings. It is there for a screw to secure the compression rib to the spar. All the other ribs a glued to the spar. At this location the fittings block too much of spar to glue the rib so a hole was provided to allow a wood screw to pass through to the spar. This hole for this screw is probably not on the spar drawing because they drilled it at wing assembly. One of the holes shows where it was nicked by a smaller drill after the 1/4" clearance hole was made in the fitting. I'll probably use a 3/16"brass screw.

To add these hole to my templates I placed the template inside the fittings and lined up the bolt holes. Well, I tried to line them up. The 2 lower holes line up correctly. Beyond that the fittings simply are not the same, close but not the same. Clearly the fittings were redesigned for the TEN. Not only was the one bolt eliminated but the angle of the long tabs for the flying and landing wires was changed. The TEN has a center section so the angle is different. Probably planes made in 1927 used the new TEN fittings. I'll make up a drawing of the old fittings even though I don't plan to make fittings to match the old parts. I need to layout the fittings on the wing spars with the rib locations to make sure where the screw holes need to be located to line up with the center of the compression rib member. Because I can't lay these welded assemblies on my scanner to bring them into TurboCad, I photographed them, at full telephoto, with a piece of graph paper taped to the back of the fitting. This allowed me to bring the picture into Paint Shop Pro and correct it for any perspective created by not having the camera perpendicular to the part. It also allows me to make sure it's scaled correctly in TurboCad. I'll locate the 2 lower bolt holes first and the rotate everything to line them up horizontal. After that just draw over the part in the photo, keeping in mind the original part was probably designed in fractions of an inch as were the later drawings.

Here are the differences in the NINE and TEN fittings. The lower bolt holes and drag wire holes are the same. If I were starting from scratch I'd make the fittings like the NINE parts not per the factory drawings which were made so long after my plane.
Nothing is ever what it seems. You really have to pay attention and trust very little.