
The first week of 2009 our grandkids Rowan and Duncan stayed with us. Rowan helped grandpa build the first rib in our WACO NINE restoration. The first part I did myself. I started with 1"x6"x6' boards of sitka spruce. Those boards were cut into 3 pieces about 2" wide. These were then sawed on edge to make 2 strips 3/8" thick. These more manageable strips were sawed into a lot of sticks 3/8" x 1/4", some 3/8" x 3/8" for spar attach sticks, and a couple 3/8" x 3/4" for nose blocks.

After we did the first rib perfectly, I broke several sticks trying to bend them. Well it was the dryest time of the year. Everything I read said there was no need to presoak the wood unless it was very dry. You're really not trying to get the wood wet. Bending is all about heat. The heat is transmitted by heating the water. The wood itself is a pretty good insulator, the water (steam) overcomes that resistance. We made a vase 2 ft tall from a piece of 4" schedule 40 PVC pipe and a toilet flange with the pressure test knockout still in place. Ok I design alternative waste water sytems as well as my embroidery business so this was easy for me. Any tall vase would work. You need to soak about 18" of the stick. That's all we're steam bending is the end of the sticks. My vase held exatly 1 gallon of distilled water to my 18" mark. Clearly the size I made it was meant to be. I soak the sticks 24 hours standing in the vase. I have 2 form blocks which each make an upper and lower stick, so I usually soak 4 sticks. While I'm steaming one set I start the next 4 sticks soaking. I've steamed way more sticks than I've made ribs so far because it's been harder to find time for building ribs.

Now we're ready to steam the sticks for bending. To generate the steam I bought a cloths steamer at Target or Walmart. I bought the cheapest one I could find. I probably should have found one with a little more heating power but it works. It just takes twice as long as all the literature said, 15 minutes per 1/4 thick. It takes mine 30 minutes and uses about a quart of water. The steaming tube is made from 2" schedule 40 PVC with a tee at the steam end. Yes it's a tee because there is a 1/4" drain line going downd to the water bottle to remove condensation.

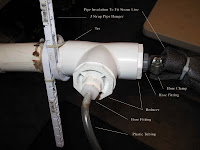
I cut the tool end off the steamer tube and clamped it to a tube fitting screwed into the reducer in the end of the tee. Got all that? The supports are there to hold it at an angle, so water runs out. They are just plastic pipe hangers glued and screwed on. This thing get hot enough to melt the glue.

To monitor the steam temperature you need a thermometer. My cheap, note that theme, multimeter from Lowes came with a temperature probe. I have it stuck in a hole past where we need to bend the sticks, so we're sure it gets the sticks hot. Note the temp. on the meter. You have to let the tube get to temperature before you put the sticks in. The towel wrapped loosly around the end of the pipe slows, but does not block the steam. You want good flow to get good heat. We want heat not wet.

What you see in this pic are the cable ties criss-crossing in 2 places to support and separate the sticks so they get good even heat. You can see where they are on the outside of the tube because I plugged the holes with epoxy putty after lacing the cable ties. One of the holes is where I insert the temp. probe.

Compare the shape of the form block and the curve at the front of the rib. You have to overbend the sticks. They do spring back a little. We're only steam bending the areas which won't bend dry without breaking, basically from the spar forward.

Anyone who knows me knows I normally go for fancier ways to build things, but for this we're using a piece of scrap 3/4" plywood, some scrap pieces of stick, and some cable ties. I start with 2 cable ties loosely tied at the start end, left, of the block. Pull a stick out of the heat and clamp it with a long block. Gently but quickly form it to the block with the palm of your hand. Hold it there and clamp it with small blocks and cable ties. The books all say you have 5 seconds to form it while it's hot. It's true. Now rotate the block 180 degrees and do the next stick. I start with the lower stick then the upper so I don't have the end sticking out in the way when I go to do the bottom stick. Don't remove a stick from the heat until you are ready to clamp it, remember 5 seconds.


You can see all cable ties are going the same direction and I don't trim them. After they dry 24 hours on the block I cut them loose with diagonal cuters.

As soon as the sticks are both clamped, lightly mark where the front of the spars are, with pencil, so you can locate the sticks correctly in the jig.

My ace assistant helping build the jig. Is that intensity or what? The colored dots were my way of figuring out where I wanted blocks. We're back downstairs in the nice warm shop for this rather that turn on the heat in the attic just for glue to dry. The paper pattern is coated with paste wax. That good Carnuba wax is best, a little trick from Shop Smith.

You can see most of the blocks are round with an off center hole to allow adjustment. The 1/4" plywood block worked the best. You need them short enough to keep away from the glue.

Each stick generally has 3 blocks, 2 to locate on a line (the red ones), 1 to hold it tight against the other 2 (the blue ones).

Here all the sticks are in the jig ready for gussets to be glued on. The other rib layout is to flip the rib over when it's dry and put gussets on the other side.

My ace assistant again driving nails on the second side. I was sticking the nails in the gussets with needle nose pliers, glueing and then driving the nails. I now have a great tool fron Great Neck Tools, but that will be another posting.

All the gussets are installed. I let it dry 24 hours before I move it. The rib is 62 inchs long so moving it can easily break joints loose if the glue isn't dry. I only use Resorcinol. It's easy to mix and always works, and is the only FAA approved glue. Don't waste time trying to sell me on others. I also use cement coated nails. No staples here. Again don't waste time on me just do it your way. That cool hammer is from 7th grade shop class, back in the stone ages when people were expected to have to earn a living with their skills.

I couldn't resist another picture of Rowan working that hammer. Before we flip the rib I trim the glue and gussets with a router bit used for trimming Formica. It works great and it's easier if you do each side as the gluing is done. You always want enough glue that a small bead oozes out of the joint.

Steaming to finished rib takes about 1 1/2 - 2 hours of work with all the parts pre-cut. I printed these pictures for Rowan and she gave her kindergarten class a report on how we did it for Show & Tell. Now I just need to finish the rest of the ribs before she's old enough to fly it.




















































